

تعویض قطعات دستگاه تاتو
قطعات دستگاه کویلی (گان):
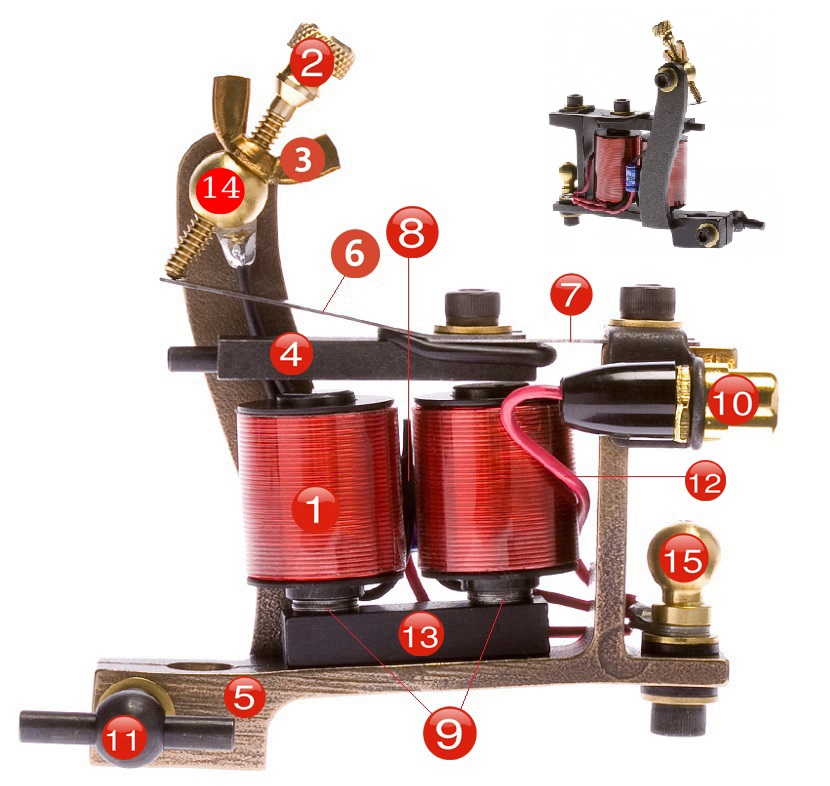
قاب
عملکرد اصلی قاب دستگاه تاتو نگهداشتن اجزای دستگاه روی یک پایه است. استحکام قاب دستگاه تاتو از مهمترین فاکتورهای کیفیت آن است. بنابراین جنس مواد مورد استفاده در ساخت آن را می بایست مد نظر داشت. قاب می تواند ریخته شود، ماشینکاری شود، از ورق فولاد برداشته و خم شده باشد، یا در قسمت های مختلف پیچیده شود. ضخامت قاب بر لرزش دستگاه در دستان تاتوکار اثر می گذارد ولی وزن دستگاه را هم باید در نظر داشت. معمولا قاب ها از جنس آهن و فولاد، برنج، برنز سیلیکون، آلومینیوم و پلاستیک ساخته می شوند البته گاها قاب هایی از چوب وجود دارند. جنس و ضخامت قاب باید طوری باشد که لرزش را جذب کند. قاب های ضخیم تر از جنس فولا که آن را بر روی یک دستگاه CNC برش داده و خم می شوند یا در قالب ریخته گری می شوند، لرزش بیشتری را جذب می کنند.
آلومینیوم یک فلز عالی است. این فلز سبک و سخت است که این ویژگی ها می تواند در موارد مختلفی مزیت باشد. انواع گریدهای آلومینیوم: آلومینیوم هواپیما که حرارت دیده است. انواع دیگر آلومینیوم ممکن است کمی قابل خم باشند. برخی گریدها که شکنندگی بیشتری دارند. شکل دادن این فلز نسبت به آهن و فولاد راحت تر بوده و برش یا سوراخ کردن آن نسبت به برنج یا برنز نرمتر می باشد. آلومینیوم نسبت به پلاستیک مقاوم تر و ارتعاش و لرزش دستگاه را نیز جذب می کند. زمانیکه آلومینیوم با پودر پوشش داده می شود این جذب لرزش بیشتر نیز می شود.
آخرین چیزی که کیفیت یک قاب را مشخص می کند قابلیت سوراخ کاری آن است. قاب می بایست طوری باشد که بتوان از حفره های آن برای اتصال پیچ ها، کویل ها و فنرها بدون ایجاد مشکل استفاده و قطعات و پیچ ها در این حفره ها حین کار دستگاه نلغزد و تنظیمات آن بهم نخورد. قاب فنداسیون و شاسی دستگاه است و عملکرد قطعات در حال حرکت دستگاه به این حفره های دریل شده بستگی دارد. در یک قالب دریل نشده ابتدا سوارخ های کویل و سپس دیگر سوراخ ها دریل می شوند.
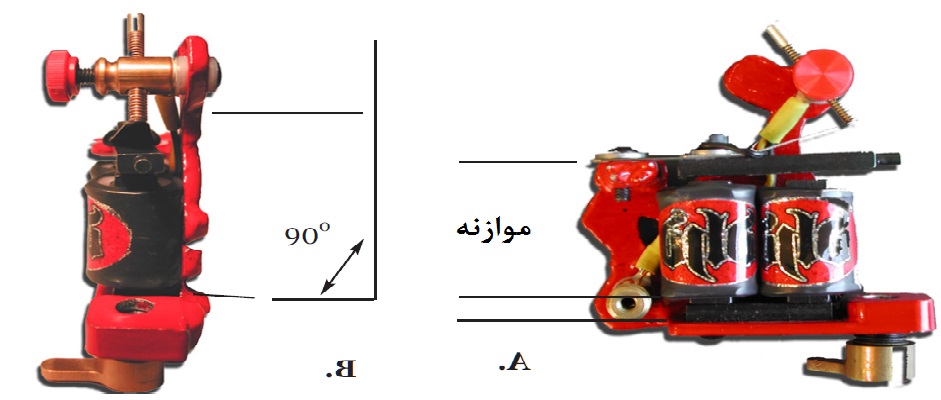
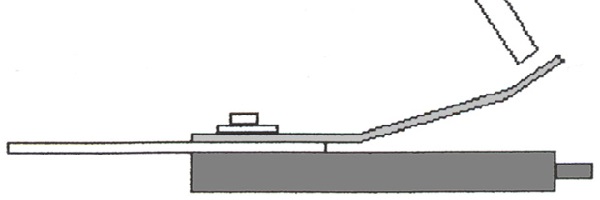
خطوط فریم هنگام مشاهده از جلوی همیشه باید در یک زاویه درست قرار گیرند. این بدان معناست که قسمت راست قاب که پست اتصال فوقانی را تنظیم می کند باید یک زاویه 90 درجه کامل با پایه قاب که کوئل ها را جا می دهد داشته باشد. اگر قسمت بالای قاب بر روی یک زاویه راست قرار نگرفته باشد، بسته به زاویه، نیاز به شیم یا کوتاه کردن پست اتصال است. برطرف کردن عیب های قاب قبل از نصب قطعات راحت تر است. هنگام راست کردن آلومینیوم باید بسیارمراقبت بود و باقت آن را حمل و خم نمود. فنر باید با پایه قاب (A) موازنه باشد. هر قسمت قاب باید همواره با دقت مورد بررسی قرار گیرد و فنر به پایه قاب می بایست زاویه 90 درجه (B) داشته باشند.
کویل
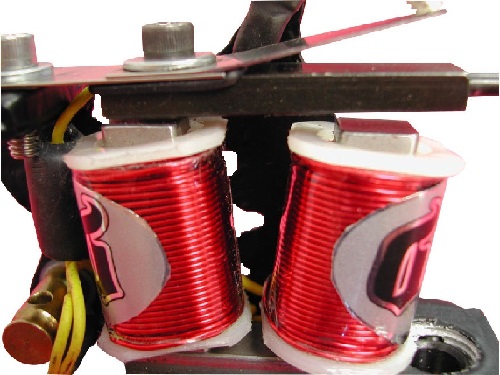
دستگاه کویل از یک جفت سیم پیچ الکترومغناطیسی و یک میله آرماتور ساخته شده است. همه ما می دانیم که کویل ها بخش اصلی دستگاه و وظیفه آن جذب میله آرماتور است که باعث حرکت میله سوزن و درنتیجه وارد شدن آن به پوست می شود. اجازه دهید بحثمان در مورد کویل ها را با جریان الکتریکی آغاز کنیم.
جریان از الکترون تشکیل شده است. الکترونها ذرات اتمی نامرئی هستند. ولتاژ نیرویی است که باعث جریان و حرکت الکترون ها از طریق سیم می شود. ذرات باردار الکتریکی از طریق مواد حرکت می کنند که می توانند از طریق آب نیز حرکت کنند. در کویل ها از سیم مسی استفاده می شود. اتم های مس بعلت داشتن الکترونهای شل یک فلز رسانای عالی است . وقتی برق از طریق سیم حرکت می کند، نیروی الکترومغناطیسی تولید می کند. زمانیکه جریان الکتریکی از کویل دستگاه با هسته فولادی عبور می کند میدان مغناطیسی ایجاد می شود. هر چه سیم ها بهم نزدیک تر باشند، کیفیت میدان مغناطیسی بهتر است.
مشخصات فنی کویل
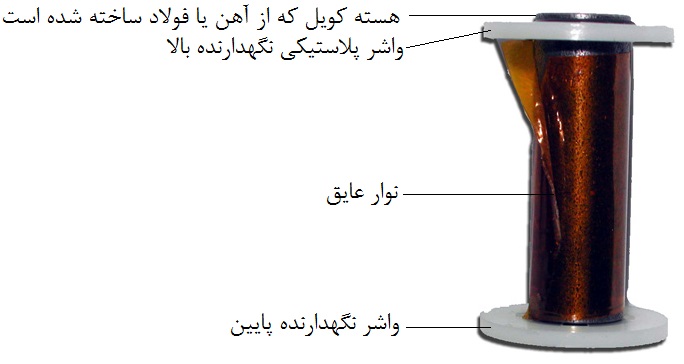
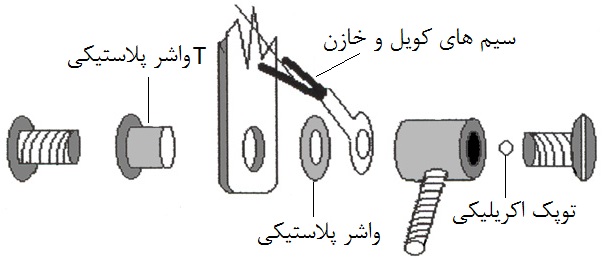
اصطلاح “wrap” یا پیچ به هر دور سیم در اطراف پست کویل اشاره دارد. یعنی کویل 8 پیچه ممکن است دارای 296 دور اطراف پست باشد. اجزای کویل شامل موارد زیر می باشد:
-پست استیل یا آهنی
-نوار عایق
-واشرهای نگهدارنده پلاستیکی
-سیم مسی مغناطیسی
ساختار بوبین کوئل شامل (شروع از مرکز): هسته آهنی (پیشنهادی 1018 یا 1025) که با لایه یا نواری عایق شده است. سیم مسی به تعداد لایه مورد نظر در محل که با واشر نگهدارنده پلاستیکی در دو انتها نگه داشته شده و در انتها کویل با مواد عایق در اطراف “بوبین” بسته بندی شده است.
سوختن کویل ها
شکستگی سیم کویل اطراف پست یکی از مواردی است که کویل را غیر قابل استفاده می کند. این مورد جریان را قطع و دستگاه را خاموش می کند. مورد دیگری که ممکن است سبب قطع شدن دستگاه شود اتصال قسمت های بدون عایق با بدنه و یا عدم عایق بندی صحیح پیچ ها و پست ها است.
تعداد لایه های کویل
لایه های بیشتر سیم در اطراف هسته آهنی و سیم های ضخیم تر باعث عبور جریان بیشتری از کویل می شود. به یاد داشته باشید، هرچه طول سیم بیشتر شود، مقاومت بیشتری در جریان سیم خواهد بود و حرارت بیشتری تولید می شود. در اینجا اندازه و طول مهم هستند. سیم ضخیم تر جریان بیشتری را عبور می دهد و بالعکس. اما آیا واقعا بهتر است؟ جواب: نه لزوما. متغیرهایی وجود دارد که می توانند تغییر کنند: ضخامت و کشش فنر، مشخصات قاب، وزن میله آرماتور و اندازه خازنی برای جبران. عملکرد کویل در ایجاد میدان مغناطیسی با لایه های کمتر فقط با تغییر گیج سیم (سیم ضخیم تر) مشابه عملکرد کویل با لایه سیم های بیشتر است. بنابراین تعداد لایه های سیم در ایجاد میدان مغناطیسی زیاد اهمیت ندارد.
آیا کویل ها می بایست بصورت جفتی استفاده شوند؟
نه، دستگاه هایی که فقط با یک کویل هم کار می کنند وجود دارد. تمام اجزای دستگاه توسط این یک کویل می بایست حرکت کنند که اثر آن کم است و دستگاه بخوبی کار نمی کند.
اندازه سیم (گیج سیم)
ضخامت سیم گیج نامیده می شود. این ضخامت یا گیج بصورت عدد اندازه گیری می شود. استاندارد سنجش صنعت تاتو برای سیم مسی مغناطیسی دور کویل AWG 24 است. اندازه گیری گیج سیم برعکس اندازه گیری گیج فنر است به طوری که سیم نازک تر عدد بزرگتر و سیم ضخیم تر عدد کوچکتری دارد. اندازه سیم مسی مغناطیسی با این معیار تعیین می شود: AWG ( این عبارت مخفف “American Wire Gauge” است). که استاندارد آن AWG 24 می باشد. ضخامت سیم برجریان اثر می گذارد.
سیم نازک (AWG 25، 26 …) اجازه می دهد که جریان با مقاومت کمتر و سریعتر عبور کند. سیم ضخیم تر (AWG 23،22،21) اجازه می دهد جریان سریعتر و با مقاومت بیشتری عبور کند زیرا در سیم ضخیم الکترون های بیشتری وجود دارند. صرف نظر از گیج سیم ، پیچیدن نزدیک تر سیم ها میدان مغناطیسی بهتری را ایجاد خواهد کرد.
اکثر سیم های مسی کویل های از پیش ساخته شده دارای عایق بندی هستند و نیازی به استفاده از عایق اطراف کویل ندارند. دلیل اصلی استفاده از لایه عایق در پست کویل بمنظور تضمین عدم اتصال با بخش های فلزی دستگاه می باشد. به یاد داشته باشید که ما می خواهیم جریان را از طریق سیم و نه از طریق قاب، پست های کویل عبور دهیم، بنابراین مطمئن شوید که تمامی سیم ها عایق بندی شده است. هر هسته کویل دارای زاویه هایی بشکل مربع، مستطیل، هشت ضلعی است که باید یک لایه از نوار عایق در اطراف بوبین هسته بمنظور جلوگیری ازهرگونه تماس لبه های تیز و جلوگیری از اتصال بدنه داشته باشد. زمانیکه سیم بدون عایق با دیگر قسمت های اجزای فلزی دستگاه تماس پیدا می کند اتصال بدنه اتفاق می افتد.
مونتاژ کویل ها
هر کویل دارای یک نقطه شروع و توقف است که در آن سیم پیچ در اطراف بوبین شروع و به پایان می رسد (یک سوراخ روی واشر نگهدارنده در کنار مرکز هسته کویل / پست ایجاد شده است. پایان سیم به طور معمول در خارج از همان واشر نگهدارنده تمام می شود.
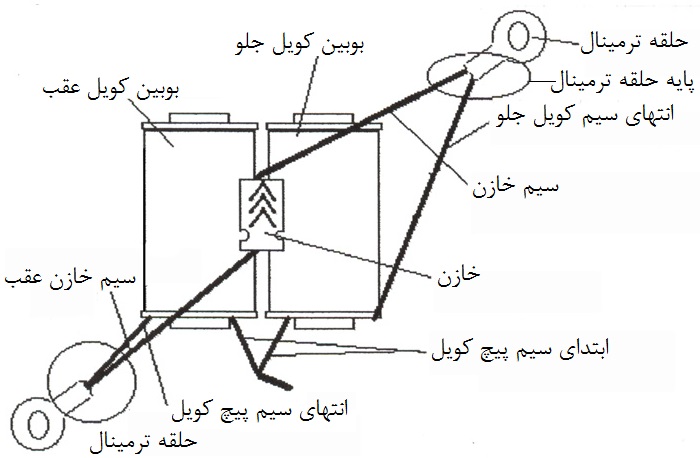
وصل کردن کویل ها به هم
سیمهای داخلی (یا سیمهای شروع در پایه داخلی بوبین) از هر کویل باید به یکدیگر متصل شوند. سیمهای بیرونی (یا انتهای سیمها) به حلقه پایانه ها متصل شده که به پستهای اتصال بالا و پایین وصل میشوند. اندازه حلقه این پایانه می بایست # 8 یا # 10 باشند. ما توصیه می کنیم هنگام اتصال کویل ها به یکدیگر از لحیم استفاده نکنید چون جداسازی آنها از یکدیگر در مواقع ضرورت مشکل می شود. همچنین پایانه های بدون احتیاج به لحیم کاری وجود دارند که می توانید از آنها استفاده نمایید و سیم را با انبردست به حلقه ترمینال پرس کنید. تمامی سیم ها و حتی بخشی از ترمینال ها باید دارای عایق باشند. انتهای سیم هایی که به پایانه ها و یا دیگر سیم ها متصل می شوند می بایست عایق برداری شوند. هنگام عایق برداری مراقب باشید تا سیم قطع نشود.
اگر سیمی در پایین کویل یا زیر واشر نگهدارنده بشکند می توان کویل را با برداشتن قسمتی از واشر نگهدارنده و بازکردن با دقت سیم شکسته شده به طول مورد نظر تعمیر کرد. این کار باید با دقت انجام شود به طوری که به طور تصادفی قسمت دیگری از سیم را قطع نکنید. اینکار می تواند کمی خسته کننده باشد، بنابراین صبور باشید و برای آن وقت بگذارید.
فنر
فنرهای فولادی هنگامی که خم می شوند دو عملکرد اصلی را دارا هستند: 1) آنها مقاومت به کشش “پایین” را ایجاد می کنند طوریکه کویل ها روی میله آرماتور قرار می گیرند ( با کشیدن میله آرماتور درخلاف جهت بالا) و 2) کنترل سرعت (فنر جلو) و برگشت نیروی آرماتور (پس از تماس با پیچ اتصال) به کویل (با کمک حرکت مغناطیسی کویل). معمولا فنرها بصورت جفت مورد استفاده قرار می گیرند (فنر عقب و جلو). ترکیب جفت فنر باعث تغییرات و تنوع بیشتر در کاربردهای مورد نظر دستگاه می شود و هر فنر وظیفه خود را انجام می دهد. این فنرها معمولا از جنس “فولاد کربن فنر با کربن بالا ” یا ” تسمه فولادی “ساخته می شوند.
نصب فنر و میله آرماتور
مونتاژ میله آرماتور و فنر به شرح زیر است (پایین به بالا): نوار آرماتور، فنر عقب، فنرجلو، واشر، پیچ. نکته: هر واشر به طور مستقیم در بالای فنر استفاده می شود و باید لبه های تیز آن را به نرمی سوهان کشید. این لبه های تیز می تواند باعث شکستن فنر در منطقه خاص شود. با حرکت میله آرماتور لبه تیز وارد فنر شده و فرایند شکست را سرعت می بخشد.

گیج های پیشنهاد شده
گیج های فنر مورد نیاز برای عملکرد مناسب با توجه به مشخصات دستگاه تاتو و وزن میله آرماتور و اجزای مرتبط با آن متغیر است. به طور کلی برای فنر جلو 0.017 یا 0.018 و فنر عقب 0.018 را پیشنهاد می دهیم. هر چند ممکن است از گیج های مختلف برای جبران تفاوت در طراحی قاب و مشخصات حفره ها، و یا وزن میله آرماتور استفاده می شود.
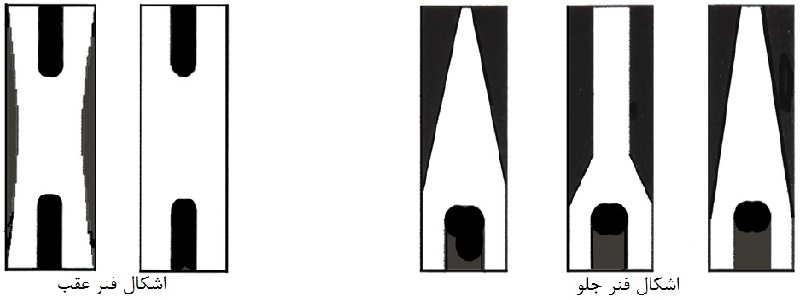
شکل و عرض فنر
هر چی فنر کوتاه تر باشد انعطاف پذیری کمتری دارد و برعکس. کشش فنر توسط میزان خمیدگی آن ایجاد و هرچی فنر کوتاه تر باشد کشش آن نیز بیشتر است.
کشش فنر
خم شدن فنر عمر آن را کوتاه می کند. بدین منظور بهتر است از میله های آرماتور دارای زاویه استفاده نمود در غیر اینصورت و استفاده از میله های آرماتور معمولی می بایست کشش را در هر دو فنر تنظیم کنید و آنها را با خم کردن تنظیم کنید. نکته ی دیگر در مورد این میله های آرماتور نیاز آنها به 2 پیچ و یا 2 واشر برای محافظت از فنرها (عقب و جلو بصورت جداگانه) است.
به یاد داشته باشید که کشش در فنر عقب از فنر جلو منتقل می شود. فنر جلوی نازک تر انعطاف پذیرتر است که مستقیما بر تاتو تاثیر می گذارد. گیج فنر جلو به و فنر عقب به یک اندازه اهمیت دارند. فنر جلو تا حدودی تحت تاثیر حرکت میله آرماتور است که به طور مستقیم بر نیروی حرکت میله سوزن تاثیر می گذارد. بنابراین فنر ضخیم تر برای خط زنی با تعداد سرسوزن های بیشتر بهتر کار می کند درحالیکه فنر نازک تر بعلت عدم انعطاف پذیری مناسب برای مقابله با مقاومت پوست در برابر نفوذ گروه بندی سوز مناسب نیست. فنر جلوي سخت تر، قابليت کارکرد دستگاه را به يک دستگاه رنگ آميزي به شدت محدود مي کند و باعث مي شود که دستگاه در محدوده اي با تنظیمات بالاتر منبع تغذیه کار کند که ممکن است سبب گرم شدن آن شود. تکنیک سایه خاکستری با کشش زیاد فنر عقب با کاهش ولتاژ منبع تغذیه به خوبی کار نمی کند.
پیچ اتصال
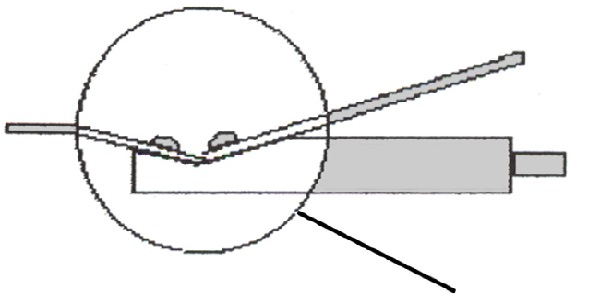
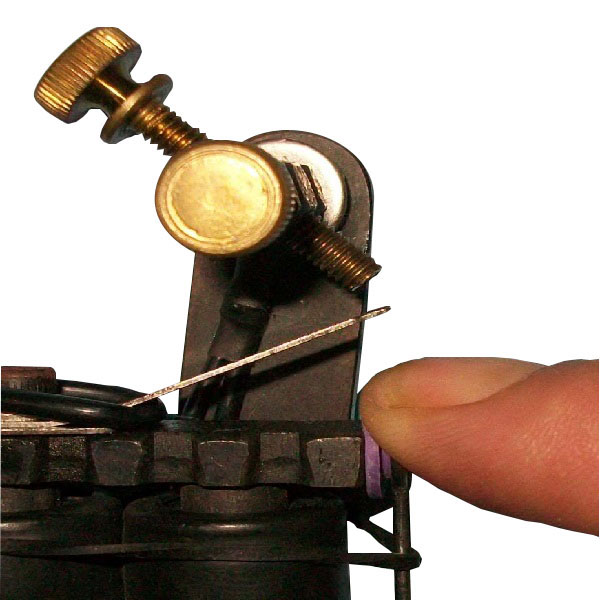
پیچ اتصال از طریق پست اتصال بالای دستگاه گان حرکت و با فنر جلو تماس پیدا می کند. نقطه ای که پیچ اتصال با فنر جلو تماس می یابد عملکرد دستگاه را تغییر می دهد که عامل مهمی در تنظیم گان است. با تنظیم این فاصله میله آرماتور، ضربه و حرکت سوزن مشخص می شود.
خمش در فنر عقب باعث کنترل فاصله میله آرماتور و فنر جلو می شود که اصطلاحا به آن ضربه دستگاه می گویند می شود. گیج فنر جلو میزان سرعت میله آرماتور را هنگامی که از کویل به پیچ اتصال حرکت می کند را مشخص می کند که رابطه مستقیمی با کشش بکار رفته در فنر عقب دارد. محکم کردن پیچ اتصال باعث کاهش فاصله میله آرماتور می شود و سرعت حرکت آن را افزایش می دهد. تغییر زاویه تماس نیز تغییر خواهد کرد. دورتر شدن پیچ اتصال از فنر جلو باعث کاهش فاصله میله آرماتور ، حرکت بیشتر آن و کوتاه شدن ضربه می شود.
کوتاه شدن ضربه – فاصله ای که سوزن از نوک تیوب خارج می شود کاهش می یابد و نفوذ سوزن در پوست را محدود می کند . رنگ جامد نیازمند نفوذ بیشتر سوزن و با نیروی بیشتری است. کم شدن فاصله (سفت کردن پیچ اتصال یا خم کردن فنر جلو به سمت بالا) ضربه را محدود و ظرفیت نفوذ سوزن را کاهش می دهد. مهم است که عمق بالقوه سوزن از بین نرود. هرچه سوزن کمتر نفوذ کند ، تاتو کمرنگ تر خواهد بود. ضربه بزرگتر نیازمند کشش بیشتر فنر عقب بوده تا فاصله میله آرماتور را جبران کند.
جنس
برای پیچ اتصال در درجه اول نقره و بعد از آن برنج یا مس پیشنهاد می شود. گاهی اوقات از پیچ های آهنی یا استیل استفاده می شود که پیشنهاد نمی کنیم.
ممکن است به مرور یک شیار در قسمتی که فنر جلو با پیچ اتصال تماس دارد ایجاد شود. این فرسودگی و سایش طبیعی است اما زمانیکه این فرسایش گسترش می یابد مربوط به جنس پیچ اتصال است. پیچ فولادی داغ تر می شود و فنر جلو را زودتر سوراخ می کند. بررسی فرسایش فنر و تعویض آن در صورت ضرورت مهم است.
به همین دلیل ما ابتدا به نقره توصیه می کنیم، سپس به ترتیب برنج، مس، فولاد و استیل. نقره فنر جلو را مانند دیگر فلزات سوراخ نمی کند.
سطح تماس
هر چی تماس سطحی بیشتر باشد، عملکرد دستگاه بهتر و عمر فنر جلو بیشتر می شود. این امر ممکن است با سوهان کشی پیچ اتصال یا خم کردن فنر (تا حداکثرسطح تماس بین قسمت صاف پیچ فنر جلو) بدست آید.
نحوه نگهداری پیچ اتصال
معمولا روی سطح صاف پیچ اتصال کربن ایجاد می شود که می بایست بمنظور زودودن کربن ایجاد شده سمباده یا سوهان کشید. در صورت زدودن کربن روی پیچ اتصال مراقب باشید تا فلز پیچ را برندارید. در صورت زدودن زیاد پیچ اتصال می بایست تنظیمات دستگاه دوباره انجام گیرد.
نگهداشتن پیچ اتصال
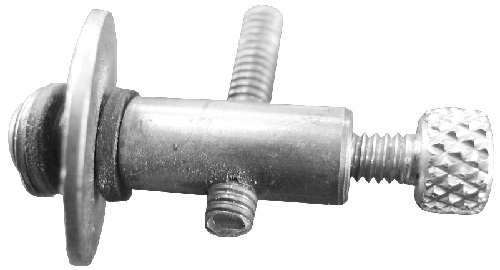
پیچ اتصال در پست اتصال قرار می گیرد. بهترین جنس برای پیچ اتصال نقره است. نقره فلزی نرم است که می تواند به راحتی خم یا آسیب ببیند. پیچ نگهدارنده برای نگهداشتن پیچ اتصال در محلش بکار می رود. نکته مهم این است که این پیچ در هنگام تنظیم دستگاه به پیچ اتصال صدمه نزند. اگر پیچ نگهدارنده فلزی است می بایست توپک پاستیکی یا اورینگ بین انتهای پیچ نگهدارنده و رزوه های پیچ اتصال بکار رود. البته پیشنهاد می شود که برای پیچ نگهدارنده از پیچ پلاستیکی استفاده شود.
 |
لازم نیست حتما از پیچ بعنوان پیچ اتصال استفاده کنید. بجای آن می توانید از میله استوانه ای برنجی یا مسی استفاده نمایید. این میله می بایست در سوراخ پست اتصال فیت و بخاطر اینکه رزوه ندارد لرزش آن گرفته شود. |
خازن
تعریف خازن: 2 سطوح هادی که توسط موادی مثل هوا، روغن، کاغذ، شیشه یا سرامیک عایق و جدا شده است. خازن ها قادر به ذخیره انرژی الکتریکی هستند. در برخی موارد، خازن جریان مستقیم را مسدود می کند و جریان متناوب را برای عبور می دهد. ” خازن محوری الکترولیتیکی شامل استوانه ای با یک سیم در هر طرف می باشد. ظرفیت خازن میکرو فارد بوده و با علامت uF نشان داده می شود.
تعریف ظرفیت خازن: “مقدار بار الکتریکی که می تواند توسط یک سیستم از هادی های عایق شده ناشی از منبع پتانسیل داده شده دریافت شود”. مهم است که این عدد را به خاطر داشته باشید چون خازن می تواند بر حرکت میله آرماتور تاثیر بگذارد. یک خازن کوچکتر، دستگاه را کمی سریعتر می کند ( بخاطررهاسازی سریعتر شارژ ). خازن های کوچکتر که دستگاه را قادر می سازند تا سریعتر حرکت کنند عبارتند از 47uf 35v یا 47uf 25v (پیشنهاد شده برای دستگاه طراحی جهت استفاده از سوزن های 1 تا 3 سر که نیازمند حرکت سریعتر هستند).
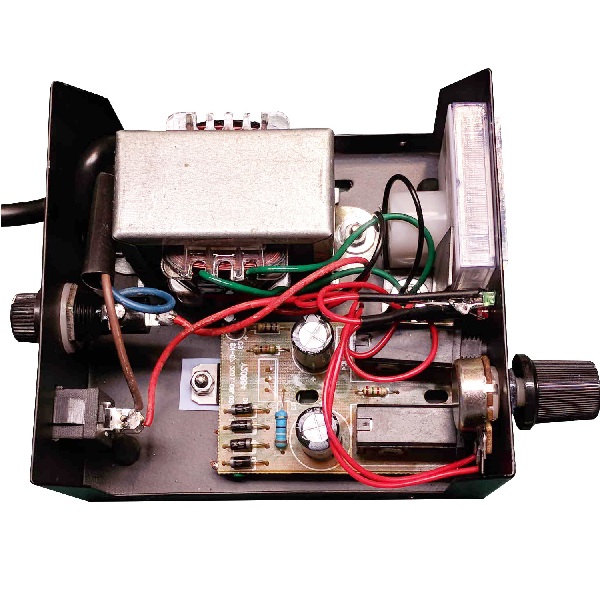
مهم: سرعت حرکت میله آرماتور توسط منبع تغذیه کنترل نمی شود. این بدان معناست که هنگام کم و زیاد کردنولوم روی منبع تغذیه ، سرعت حرکت میله آرماتور تغییر نخواهد کرد. منبع تغذیه میدان بر مغناطیسی کویل اثر گذاشته و نیروی نفوذ سوزن در پوست را کنترل می کند. خازن ها به عنوان رگولاتور برای عبور جریان از طریق مدار الکتریکی کویل دستگاه عمل می کنند.
آیا دستگاه بدون خازن کار می کند؟
دستگاه گان میتواند بدون خازن کار کند اما بسیار بد کار کرده و داغ می کند. همچنین بعلت جرقه زدن بین پیچ اتصال و فنر جلو کربن تشکیل می شود. اگر این عیب (جرقه زنی در نقطه اتصال یا کاهش قدرت) در دستگاه گان ایجاد شد می بایست خازن آن فورا تعویض شود.

هنگام تعویض خازن و نصب خازن جدید می بایست به جهت فلش توجه کرد. بعبارت دیگر سیم پایین (زیر فلش) به ترمینال کویل عقب در پست اتصال پایین و سیم بالای خازن (جهت فلش) می بایست به ترمینال سیم کویل جلو (پست اتصال بالا) متصل شود. سیم های خازن می توانند به پایانه های خود متصل شوند و جداگانه مونتاژ شوند.
به علامت قطب مثب و منفی خازن توجه داشته باشید. اگر خازن برعکس (جابجایی قطب ها) نصب شود یا اگر ولتاژ یا درجه حرارت آن بیش از حد باشد، خازن ممکن است آسیب دیده یا منفجر شود. ظرفیت خازن ها با توجه به درجه حرارت می تواند متغیر باشد، این بدان معنی است که گاهی اوقات گرما می تواند باعث خرابی عملکرد خازن شود. بنابراین دستگاهی که داغ می کند می تواند باعث خراب شدن خازن شود.


نقد و بررسی ها
هیچ دیدگاهی برای این محصول نوشته نشده است.